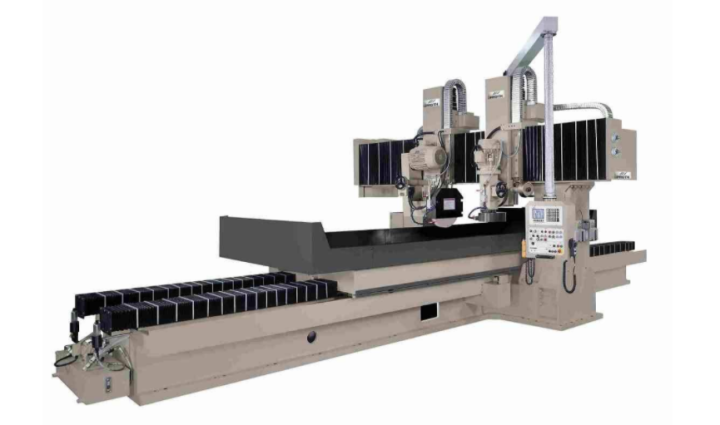
精密龙门磨床主要用砂轮周边磨削加工大型短宽工件的平面。磨削时工件可直接固定在工作台面上或电磁吸盘上。龙门磨床采用龙门式布局,包括床身、双立柱、横梁组成封闭的刚性框架结构。床身采用双V型导轨,工作台导轨面覆有耐磨聚四氟乙烯。拖板沿横梁导轨作横向运动,横向进给由直流电动机驱动,由数控进给。工作台纵向运动由叶片油泵驱动。可无级调速,采用开式液压系统,液压油与导轨润滑有油温控制装置。磨头可沿拖板垂直导轨做上下移动。垂直进给有快速和自动、手动进给两种方式。磨头主轴采用套筒式结构和连接式传动,主轴轴承为高精度向心推力球轴承。
精密龙门磨床对不同槽型的切削说明:
一、矩形槽
1.在切削较窄的矩形槽时,主切削刃宽度与沟槽的宽度相等,刀头长度略大于槽深,磨刀一次直进磨出。
2.磨削较宽的矩形槽,可用较窄的切槽刀,分几次左右窜刀粗车,在槽底面和两侧面留出余量后,用精车刀车至尺寸。
二、成形槽
1.较窄的圆弧槽或梯形槽,磨床将磨槽刀刃磨成与成形槽的形状和尺寸相同的形式,一次横向进给磨出。
2.较宽较深的成形槽,特别是内孔的成形槽,由于受到磨刀刚度的制约,往往采取:
①两步切削。一般是先用切槽刀磨出直槽,然后用成形刀车削成形;
②左右窜刀进给或斜向进给。槽特宽特深时,可在中滑板横向进鲐的同时,摇动小滑板,使车刀作或左或右的微量移动,磨床形成单面切削的左右窜刀进给;或在中滑板横向进给的同时,摇动小滑板,使车刀沿一个方向作微量移动的单面斜向进给。粗车后留有综量,再用精车刀车至尺寸。