
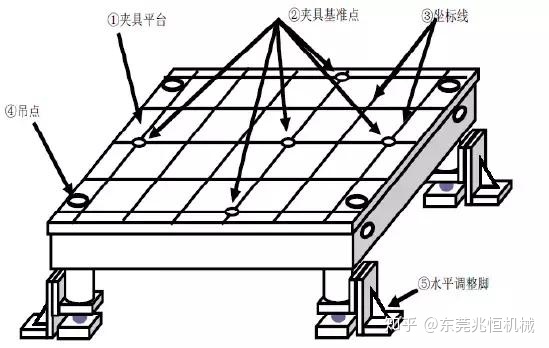
图1 平台的基本构造
1、精度:平面度 0.1mm以下;粗糙度Ra3.2以下;测量点的间距应保证在 300X300以上。
2、强度:平台面的厚度建议为25mm。
3、夹具平台焊接加工后,必须进行低温退火。
4、夹具基准点(Jig Base Poing JBP)的间距、尺寸、精度、间距在1200mm以内;尺寸¢10mm H7;相对位置公差±0.02mm。
5、表面应做标识及加装保护盖。平台表面的刻画坐标线、
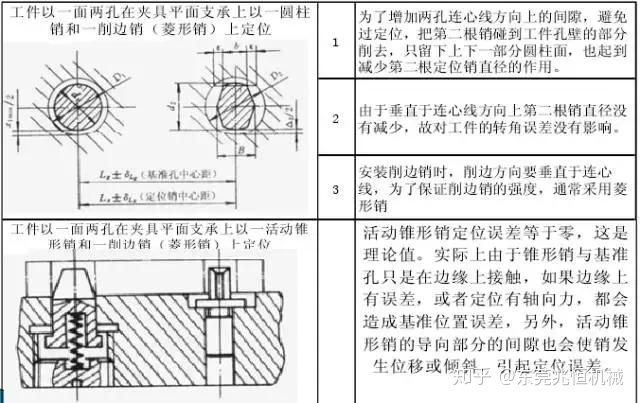
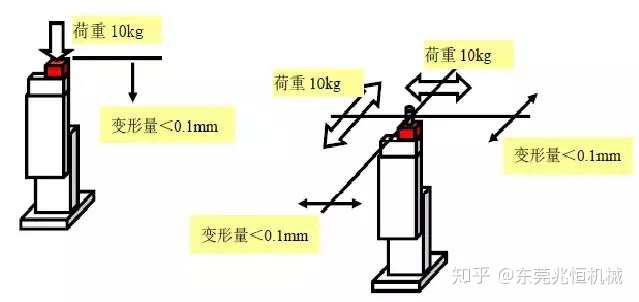
图2 定位的刚性
基准销的要求:
表面硬度:HRC55以上;
表面光洁度Ra1.6;
外径公差:h7;
有效长度:5-7mm;
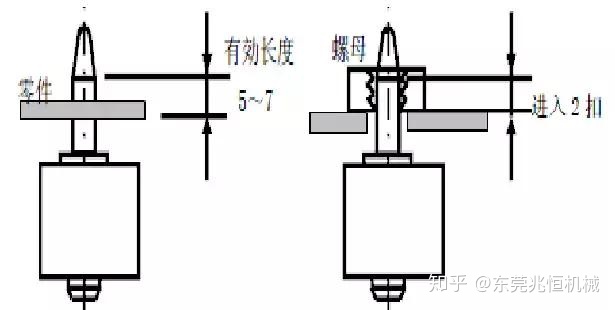
图3 定位销的有效长度
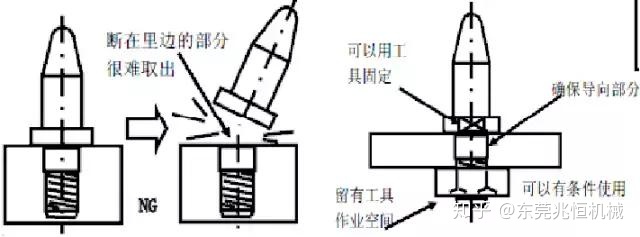
图4 定位销固定方法
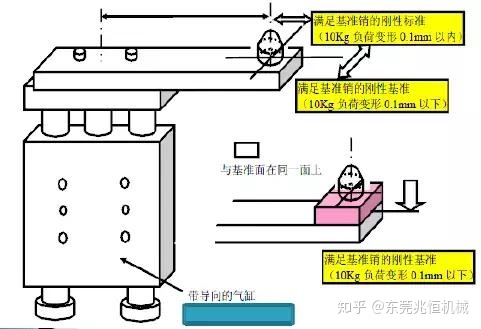
图5 可移动销
夹紧方向:夹头应该垂直作用于车身零件,不能垂直夹紧时,角度应控制在5°左右。 夹紧时夹紧臂的横向摆动小于0.5mm。夹紧角度超过5°, 横向摆动小超过0.5mm时,应到夹紧器增加限位机构,防止摆动。
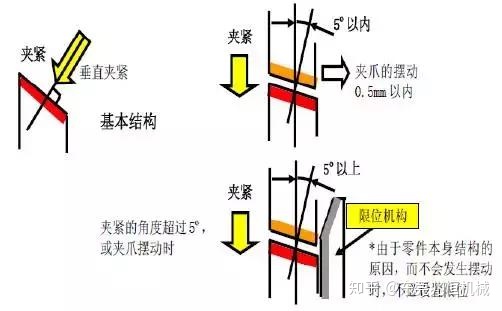
图7
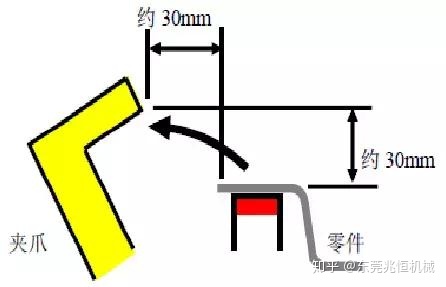
图8 夹紧器(压紧臂)的回避量
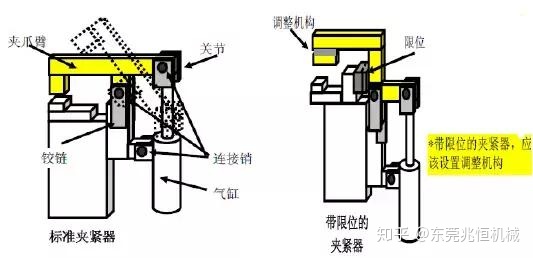
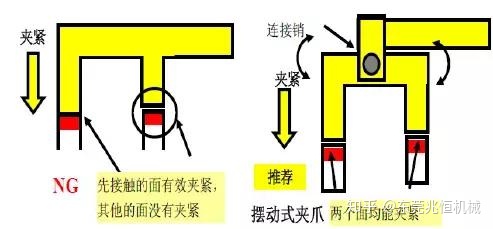
图9 夹紧器基本结构
当一个夹紧器夹紧2个以上部位时,为了将多个面都能有效夹紧,需要将夹紧器设计为摆动式或可调节试(建议摆动式)。
原则上夹紧器中心和夹紧面中心的偏移量应该在30mm以内。当偏移量超过30mm时,应该设置限位机构。
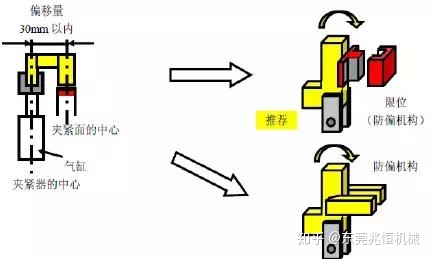
图10 夹紧器的偏移量
限位器的安装方法:
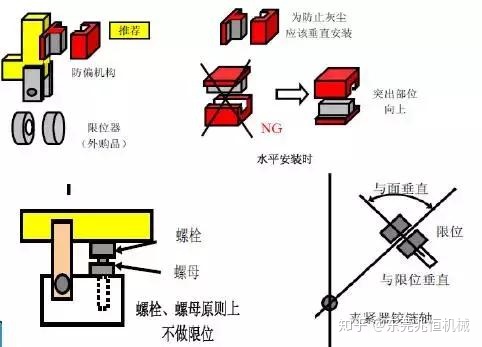 图11 限位器的安装方法
图11 限位器的安装方法
确保滑动夹具基准的刚性及稳定性。施加10kg的力各方面的变形在0.1mm以内。
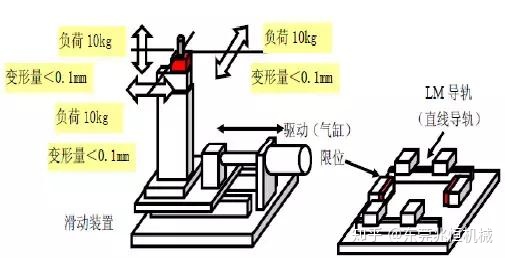
图12
最后是工程师总结的十条设计工艺的经验分享:
(1) 避免受力点与支持点距离太远
(2) 勿忽略工作载荷可以产生的有利作用
(3) 避免机构中的不平衡力
(4) 受冲击载荷零件避免刚度过大
(5) 避免影响强度的局部结构相距太近
(6) 尽量避免安装时轴线不中产生的附加力
(7) 对于零件的易磨损表面增加一定的磨损裕量(最大实体原则)
(8) 要为拆装零件留有必要的操作空间
(9) 尽量采用对称结构简化装配工艺
(10)设计尽量采用标准件